机器视觉与工业自动化系统的集成应用
在当今制造业转型升级的浪潮中,工业自动化系统正朝着更智能、更精准、更高效的方向发展。其中,机器视觉技术作为自动化系统的“眼睛”与“大脑”,通过集成应用,正在深刻改变生产、检测与质量控制的方式,成为推动智能制造落地的关键技术之一。
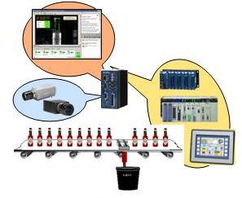
机器视觉系统通常由光源、镜头、相机、图像采集卡及核心的图像处理软件构成,其本质是模拟人类视觉功能,从采集的图像中提取信息、进行处理与分析,最终用于实际的检测、测量、定位与识别。而工业自动化系统则是一个涵盖了可编程逻辑控制器(PLC)、工业机器人、传感器网络、人机界面(HMI)以及制造执行系统(MES)等在内的复杂体系。两者的深度集成,并非简单的设备叠加,而是数据流、控制流与决策流的有机融合。
集成的核心价值与典型应用体现在多个维度。在高精度引导与定位方面,集成系统能指挥机器人准确抓取随意摆放的零件,或引导精密装配。例如,在汽车焊装线上,视觉系统实时识别车身孔位,将坐标发送给机器人,实现零偏差焊接。在在线质量检测领域,系统可对产品进行高速、全检,识别划痕、污渍、尺寸偏差等缺陷,其速度与一致性远超人工,并能将不良数据实时反馈至MES,实现质量追溯与工艺优化。在识别与分类应用中,视觉系统可读取条码、二维码或字符(OCR),或根据形状、颜色对产品进行分类,随后触发自动化流水线进行分拣与包装。
实现成功集成的技术关键在于通信与接口的标准化。现代系统普遍采用工业以太网协议(如PROFINET、EtherNet/IP)或实时通信协议,确保视觉系统与PLC、机器人控制器之间的数据能够低延迟、高可靠地交换。软件层面,开放的软件开发工具包(SDK)和标准编程环境(如基于IEC 61131-3或高级语言)使得系统集成商能够灵活定制逻辑。数据融合与智能决策变得愈发重要。集成的系统不仅是执行“是/否”的判断,更能通过将视觉数据与生产参数、设备状态等信息结合,利用人工智能算法进行预测性维护或工艺自适应调整。
集成之路也面临挑战。复杂的现场光照条件、多变的产品外观、高速生产节拍对视觉系统的稳定性与处理速度提出了极高要求。跨学科知识(光学、机械、软件、自动化)的融合需求,以及初期较高的投资成本,也是企业需要考虑的因素。
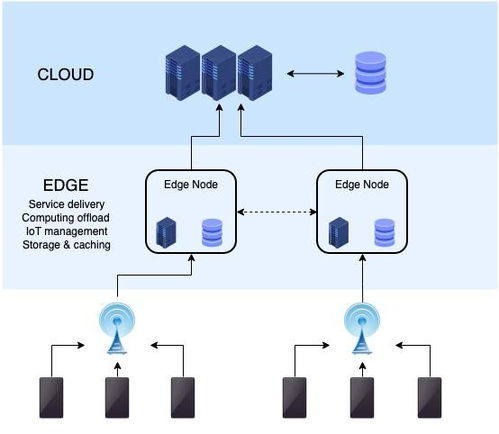
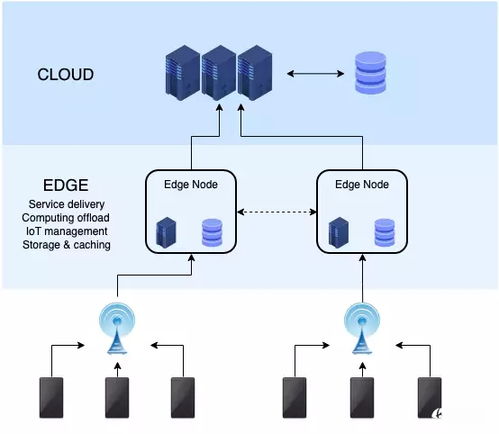
随着5G、边缘计算和AI技术的进一步渗透,机器视觉与自动化系统的集成将更加紧密和智能化。视觉系统将不仅提供“感知”,更深度参与“决策”与“优化”,形成闭环的智能控制。从孤立的“检测工站”演变为贯穿全流程的“感知神经”,这正是集成应用为工业自动化带来的深刻变革,也是构筑未来智慧工厂不可或缺的基石。